One of the best types of pizza ovens is the conveyor pizza. It uses conveyor belts to move pizzas through the entire baking process. It can cook various foods but is ideal for baking pizzas thanks to its ability to distribute heat evenly throughout the chamber and provide consistent temperatures.
Conveyor pizza ovens have several advantages:
-
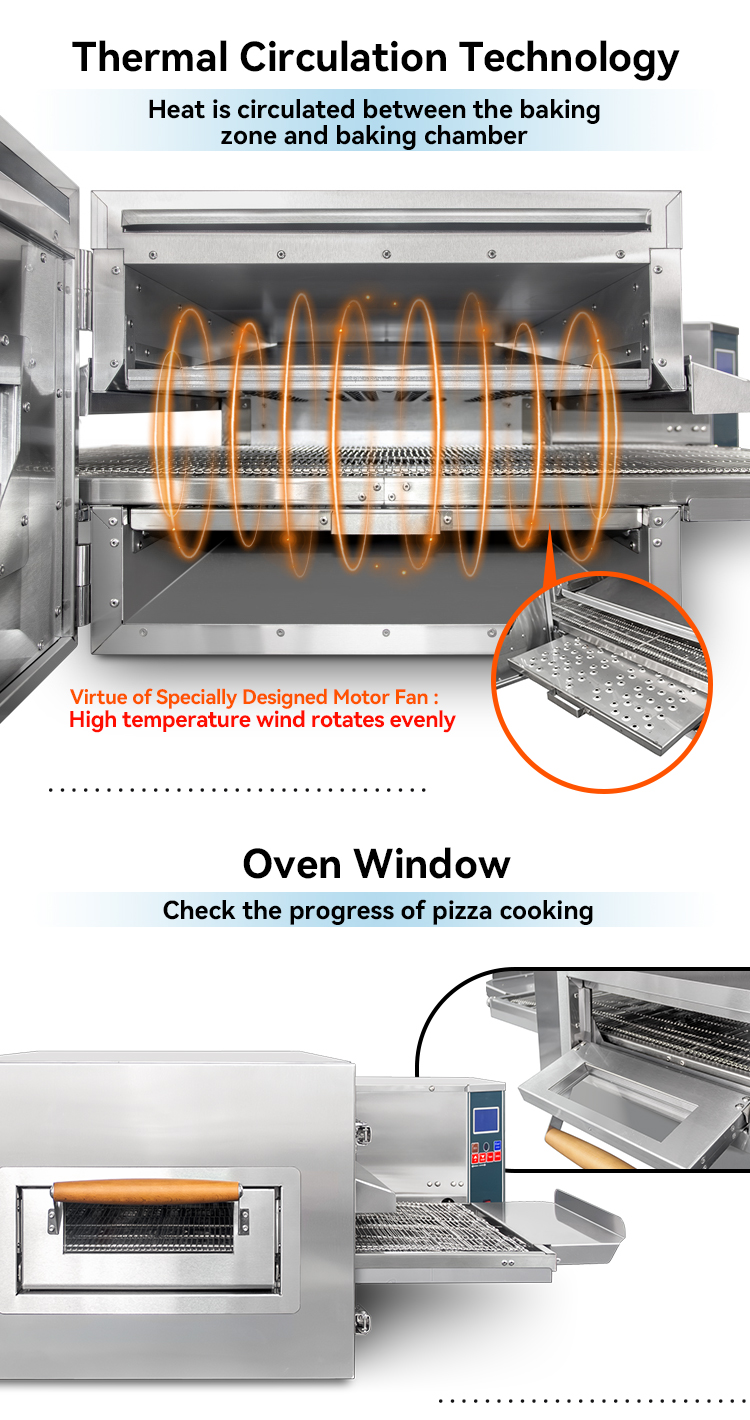
1.Consistent Cooking: Conveyor ovens provide consistent heat distribution, ensuring that pizzas are cooked evenly throughout. This consistency helps maintain the quality and taste of the pizza.
-
2.High Capacity: These ovens typically have a high throughput, allowing for a large number of pizzas to be cooked simultaneously. This is especially beneficial for busy pizzerias or restaurants with high demand.
-
3.Efficiency: Conveyor ovens are designed for efficiency, with pizzas moving through the oven on a conveyor belt. This continuous cooking process reduces waiting time and increases productivity.
-
4.Customizable Settings: Many conveyor ovens come with customizable settings for temperature, conveyor speed, and cooking time, allowing chefs to adjust settings based on the type of pizza being cooked and their desired outcome.
-
5.Space Saving: Compared to traditional pizza ovens, conveyor ovens often have a more compact design, saving valuable space in the kitchen while still providing high-capacity cooking.
-
6.Ease of Use: Conveyor ovens are relatively easy to operate, requiring minimal training for staff. Once the settings are adjusted, the oven can operate consistently without constant supervision.
-
7.Versatility: While primarily used for cooking pizzas, conveyor ovens can also be used to cook other items such as sandwiches, breadsticks, and appetizers, adding versatility to the kitchen
-
.